
در این مطلب قصد داریم به بحث و بررسی تخصصی دستگاه سی ان سی برش لیزر بپردازیم. خوب است بدانید که خلاف ابزارهای برش بی شمار دیگری که در اختیار دارید، یک دستگاه برش لیزر CNC، خودکار است و یک مسیر برنامه ریزی شده را از طریق کنترل عددی کامپیوتری دنبال می کند.
برش های لیزری سی ان سی از این نظر کاملاً مشابه هستند که مسیر برنامهریزی شدهای را دنبال میکنند و هنگامیکه زمان برش فرا میرسد، به جای روش فیزیکی، همانطور که از نامش پیداست، از لیزر برای برش استفاده می کند (و تماس فیزیکی برای برش وجود ندارد).
بررسی تخصصی دستگاه سی ان سی برش لیزر
قبل از این که به بررسی تخصصی دستگاه سی ان سی برش لیزر بپردازیم شما را با این دستگاه، نحوه کارکرد، مزایای و کاربرد آن در صنعت آشنا می کنیم. پس تا انتهای این مطلب با ما همراه باشید.
آیا می دانید دستگاه برش لیزر فایبر چگونه کار می کند؟
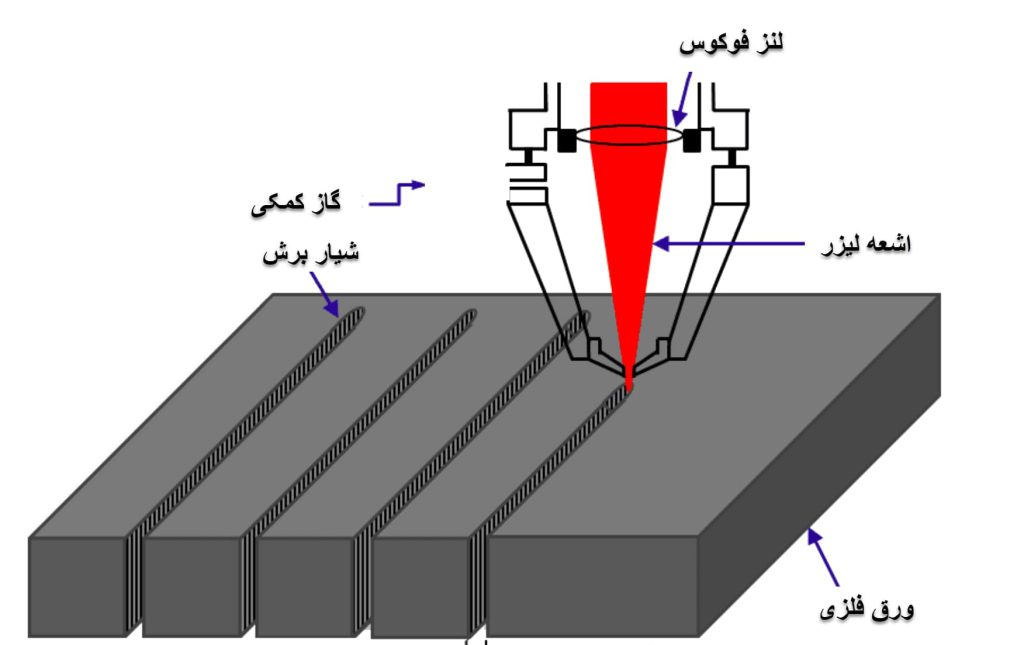
اشعه لیزر به سطح قطعه کار برخورد می کند. سپس قطعه کار به سطح ذوب یا جوش می رسد. گاز اکسیژن یک گاز کمکی است که به دلیل بهبود فرآیند سوختن اغلب برای برش آهن استفاده می شود .و گاز نیتروژن ، گازی خنثی است و در فرآیند سوختن نقشی ندارد و تنها هنگام برش، موجب کنار رفتن غبار، پلیسه ها و مذاب می شود و فرآیند برش تنها توسط اشعه دستگاه صورت می گیرد .
دستگاه برش لیزر فایبر چه کاری می تواند انجام دهد؟
یک دستگاه لیزر فایبر می تواند فلزات نازک را به طور موثر تقریباً ۲۵ میلی متر یا ۱ اینچ برش دهد. اگر بیشتر کار شما برش فلزات نازک تا حداکثر ۲۵ میلی متر است، قطعا یک برش لیزر فایبر عالی خواهد بود.
دستگاه های برش لیزر فایبر چه مزایایی دارند؟
۱- دارای دقت بالا و برش سریع بوده. همچنین محدود به محدودیت الگوی برش، صرفه جویی در حروفچینی خودکار، برش صاف، و با توجه به عدم نیاز به پردازش بعد از برش ، منجر به کاهش هزینه می شود.
۲- با استفاده از دستگاه برش لیزر فایبر، لوله و ورق را با کیفیت بالا برش دهید و در زمان و هزینه خود صرفه جویی کنید.
۳- با دستگاه برش لیزر فایبر سطح برش فوق العاده صاف است و علاوه بر این سرعت واقعاً سریع است.
۴- استراتژی برش لیزر فایبر به آرامی ماشینهای معمولی برش فلز را بهبود میبخشد یا جایگزین میکند.
کاربرد دستگاه سی ان سی برش لیزر چیست؟
دستگاه برش لیزری در بازارهای مختلفی از جمله تابلوسازی ، تلفن همراه، سیستم های کامپیوتری، پردازش ورق فلزی، جابجایی فلزات، واحدهای الکترونیکی، چاپ، بسته بندی، تبلیغات، صنایع دستی، مبلمان، طراحی، تجهیزات پزشکی و همچنین ابزار،مورد استفاده قرار می گیرد.
لیزر فایبر برای ساخت اجزا فلزی در طراحی معماری، بسیار مفید هستند. آنها قطعات فلزی سفارشی را تولید می کنند. لیزر فایبر می تواند به طور قابل توجهی کارایی تولید آنها را بهبود بخشد.
کنترلر سی ان سی در دستگاه لیزر فایبر

- دستگاه برش لیزر فایبر متشکل از سیستم کنترل سی ان سی مانند CYPCUT است . و اپراتور توسط ریموت کنترل می تواند با دستگاه ارتباط برقرار کند و فرآیندهای برش را از راه دور اعمال کند .
- سیستم ویندوز سی ان سی، با عملیات درون یابی سریع و عملکرد ساده، پیش بینی شده است.
- سیستم کنترل الکتریکی دستگاه برش لیزری بخش اصلی برای اطمینان از محدوده مسیر گرافیکی است.
- سیستم کنترل الکتریکی دستگاه برش لیزری CNC بیشتر از سیستم کنترل عددی، سیستم سروو و همچنین سیستم الکتریکی با ولتاژ کاهش یافته تشکیل شده است.
عناصر باکیفیت برش لیزر فایبر
تاثیر توان برش لیزر بر کیفیت برش

- خلاف دستگاه برش لیزر CO2، دستگاه برش cnc لیزر فایبر نیاز به تنظیم آینه ها ندارد و فقط باید اشعه لیزر را در وسط دهانه نازل تنظیم کنید.
- هنگامی که توان لیزر زیاد باشد، کل سطح برش ذوب می شود، شکاف برش نیز بزرگ و پهن می شود، و همچنین کیفیت برش عالی به دست نمی آید. بنابراین با تنظیم توان مناسب لیزر ، با گاز برش مناسب و همچنین فشار، می توانید کیفیت عالی برش را داشته باشید.در برش فولاد ضد زنگ، اگرچه فشار گاز برش نسبت به چگالی مواد تغییر نمی کند، فشار گاز برش به طور مداوم بالا است.

- مشخصات پرتو لیزر، کارایی و دقت دستگاه برش لیزر و سیستم کنترل عددی به طور مستقیم در راندمان و کیفیت بالای برش لیزر تأثیر خواهد داشت.
- در فرآیند برش لیزری، تنظیم فوکوس اشعه لیزر و همچنین توجه به جنس ورق و گاز کمکی تأثیر باورنکردنی بر کیفیت برش دارد. تنطیم مجدد فوکوس (ریست کردن)بسیار مهم است.
- سنسور خازن (که روی هد برش نصب شده است) در محور Z، محدوده نازل تا سطح صفحه اصلی را تشخیص می دهد و سیگنال را به سیستم کنترل باز می گرداند.
اثر نازل و تنظیم لیزر در دهانه نازل
- بهبود کیفیت بالای اشعه و همچنین کنترل آن به طور مستقیم بر کیفیت بالای برش تأثیر می گذارد، طراحی نازل و همچنین کنترل جریان هوا از متغیرهای بسیار ضروری است.
- هد برش دارای مهره ای است که اندازه کانونی را تنظیم می کند و محل فوکوس را بر اساس محصول تنظیم می کند، درنتیجه منطقه برش عالی را به دست می آورد.
تأثیر نازل بر کیفیت برش و انتخاب نازل مناسب
- نازل می تواند وضعیت تخلیه گاز برش را تغییر دهد، می تواند مکان و اندازه انتشار گاز را کنترل کند، بنابراین بر کیفیت برش تاثیر می گذارد.
- با چرخاندن پیچ های موجود در هد برش می توانید اشعه لیزر را در وسط نازل قرار دهید.
انتخاب قطر نازل
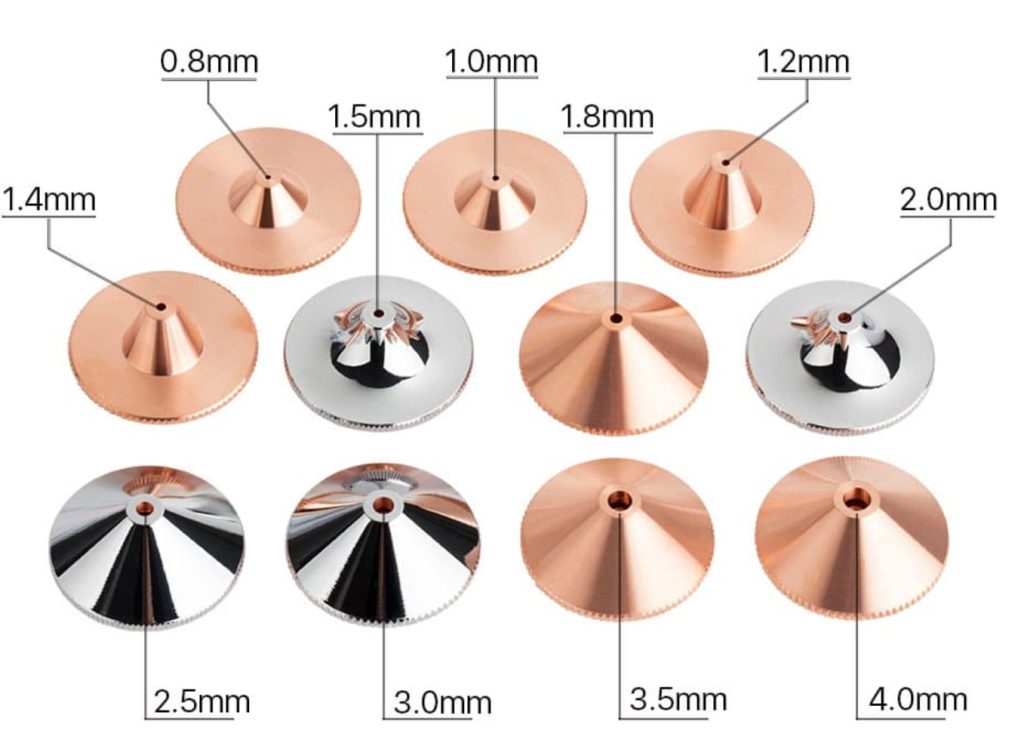
- نازل ها شامل ۲ دسته می باشند و قطر نازل پشت نازل حک شده است:
1.نازل دوبل ( رنگ نقره ای): یا 2 لایه (D)جهت برش با گاز اکسیژن.
2.نازل سینگل ( رنگ مسی): یا تک لایه (S) جهت برش با گاز نیتروژن

- نازل ۱ و ۱.۲ ، نازل های مناسبی برای برش ورق هایی با ضخامت ۵ ، ۱ میل و زیر ۱ میل می باشد.
- نازل ۱.۵ برای برش ورق هایی با ضخامت ۱.۵ ، ۲ و گاهی ۳ میل کاربرد دارد.
- نازل ۲ برای برش ورق بالای ۳ میل .
نکته: در ورق زیر ۳ میلی متر، با قطر ۵ میلی متر و کم تر استفاده می شود، سطح برش، خوب است. استفاده از نازل به قطر ۲ ، سطح را زبر (خشن) برش می دهد ، گوشه ها به آسانی ذوب می شود.
نازل با قطر ۲ میل برای ورق با ضخامت بیش از ۳ میلی متر: به دلیل قدرت برش بالا، زمان خنک کنندگی و برش نسبتاً طولانی خواهد شد. با نازل۵، منطقه نفوذ کوچک و حتی ناپایداراست. منطقه پخش گازنازل با قطر ۲ ،بزرگ، سرعت جریان گاز آهسته ، بنابراین برش پایدار است.
نازل با قطر۵ برای ورق های ۶ میل و ۸ میل.
نازل با قطر۳ و یا بالاتر برای برش ورق با ضخامت بیش از ۱۰ میلی متر استفاده می شود.
- اندازه دهانه نازل بر کیفیت برش ، تأثیر جدی دارد.
- دهانه نازل بزرگ تر، برای محافظت از شیشه محافظ ضعیف تر است. برای اینکه هنگام برش ، جرقه های ذوب، به آسانی به بالا رفته ،عمر شیشه محافظ کوتاهتر می شود.
- قطردهانه نازل با فشار گاز، ضخامت ورق و نوع گاز برش رابطه دارد:
- برای برش ورق آهن نازک با گاز اکسیژن، قطر دهانه نازل کوچک تر است اما فشار گاز بالاتر است.
- برای برش ورق آهن ضخیم با گاز اکسیژن، قطردهانه نازل بزرگ تر است اما فشار گاز کم تر است.
- برای برش ورق استیل نازک با گاز نیتروژن، قطر دهانه نازل کوچک تر است اما فشار گاز هم کم تر است .
- برای برش ورق استیل ضخیم با گاز نیتروژن، قطردهانه نازل بزرگ تر است اما فشار گاز هم بیشتر است.
- به طور خلاصه، سالم بودن نازل و همچنین متمرکز بودن اشعه لیزر از جمله عناصر مهمی است که به کیفیت برش کمک می کند، به ویژه زمانی که سطح کار ضخیم تر باشد، تأثیر آن می تواند بیشتر باشد.
دستورالعملهای انتخاب و کیفیت گازبرش و فشار آن
- خلوص گاز تاثیر به سزایی در برش دارد و توصیه بر استفاده از گاز با خلوص بالای ۹۹.۹۵ درصد است.
- هنگامی که فشار گاز کاهش می یابد، لیزر به سختی از صفحه برش عبور می کند، زمان سوراخ کردن افزایش می یابد و باعث راندمان پایین می شود.
- در برش ورق فلزی آهن با گاز اکسیژن هرچه ورق نازک تر باشد، فشار گاز نیز بیشتر است. در حالی که ورق ضخیم از فشار گاز کمتری استفاده می کند.
تاثیر گاید خطی بر کیفیت برش
- دستگاه برش لیزری سی ان سی معمولاً با گاید خطی با دقت بالا مجهز شده و با یک ابزار روانکاری خودکار مجهز شده است.
- گاید خطی و دنده شانه با قرارگیری داخل آکوردئون (سیستم ضد گرد و غبار بسته و سبک) ملکرد قابل اعتماد را به همراه دارد.
سروو موتور و درایو
- از طریق سیستم کنترل عددی برای کنترل درایو موتور سروو AC، پرتو محرک کواکسیال برای دستیابی به حرکت رفت و برگشتی محور Y و همچنین دستیابی به حرکت سریع همراه با حرکت سریع تغذیه.
- محور X و همچنین Y با موتور سروو و همچنین مجهز به کاهنده مربوطه است که توسط دنده شانه با دقت بالا هدایت می شود.
- حرکت بالابر هد برش توسط سیستم کنترل عددی مدیریت سروو موتور کنترل می شود.
- از آنجایی که سروو کنترل محور Z توسط سیستم CNC مدیریت می شود، بنابراین دقت سروو کنترل نسبتاً بالا و دارای پایداری بهتر است، بنابراین از کیفیت بالای برش اطمینان حاصل می شود.
جمع بندی
در این مطلب سعی کردیم توضیحاتی در خصوص بررسی تخصصی دستگاه سی ان سی برش لیزر ارائه دهیم. امیدواریم این مطلب برای شما مفید بوده باشد.
برای سفارش و خرید دستگاه سی ان سی برش لیزر با شرکت فایبرتک تماس بگیرید.



