
عملکرد دستگاه جوش تفنگی لیزری چگونه است؟

جوشکاری بهعنوان یک فرآیند تولید حیاتی، مستقیماً بر کیفیت محصول و رقابت در بازار تأثیر میگذارد.
بنابراین درک نحوه عملکرد دستگاه جوش تفنگی در بهبود راندمان تولید و کیفیت محصول ضروری است.
در ادامه، طرز کار دستگاه جوش تفنگی که با پرتو لیزر فایبر کار میکند را از ابتدا بررسی میکنیم:
1- تولید پرتو لیزر توسط سورس دستگاه
سورس لیزر یا قلب دستگاه جوش با استفاده از دیودهای نیمهرسانا و فیبرهای مخصوص، پرتو لیزری با طول موجهای مشخص تولید میکند.
ویژگی مهم این پرتو، این است که نور لیزر در یک جهت مشخص و با نظم واحد حرکت میکند؛ به همین دلیل پرتو همدوس (Coherent) است و انرژی آن بهصورت کاملاً متمرکز به سطح فلز میرسد.
2- انتقال پرتو از طریق فیبر نوری
پرتوی تولید شده از طریق فیبر نوری انعطافپذیر به سمت تفنگ (گان) یا هد جوش ساپ sup هدایت میشود.
فیبر نوری همانند یک کانال عمل میکند که با حداقل میزان اتلاف انرژی، پرتو را از منبع به محل جوش میرساند.
3- ورود پرتو از لنز محافظ به هد جوش
پس از رسیدن پرتو لیزر به تفنگ یا گان جوش، ابتدا باید از لنز محافظ (Protective Window/Protective Lens) عبور کند.
این بخش وظیفه دارد تا از ورود گردوغبار و ذرات حاصل از ذوب فلز به داخل سیستم اپتیکی جلوگیری کند تا لنزهای داخلی دستگاه آسیب نبینند.
4- همخطسازی و فوکِس پرتو در هد جوش
داخل تفنگ جوش، مجموعهای از عدسیهای کولیماتور و فوکِس قرار دارد.
عدسی کولیماتور وظیفه همراستا و یکنواخت کردن پرتو لیزری را بر عهده دارد و عدسی فوکِس، پرتو را روی یک نقطه بسیار کوچک از سطح فلز متمرکز میکند.
درنتیجه چگالی توان در محل فوکِس بسیار بالا میرود و دمای سطح فلز در کسری از ثانیه به نقطهی ذوب میرسد.
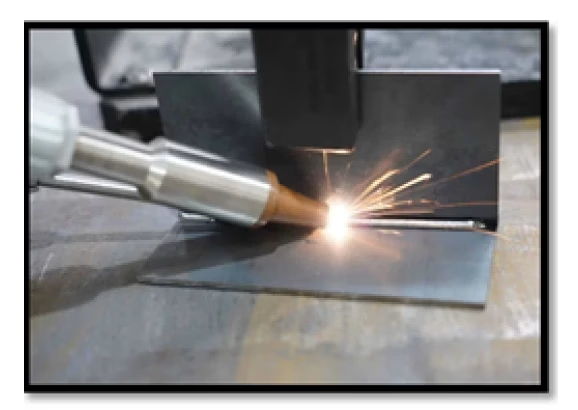
5- تشکیل حوضچه جوش
در نقطه تمرکز پرتو، فلز پایه ذوب و حوضچهای کوچک از فلز مذاب ایجاد میشود.
وقتی گان جوش روی خط اتصال به تدریج حرکت میکند، حوضچه جوش نیز همراه با پرتو جابهجا و پشت سر آن منجمد میشود.
به این ترتیب اتصال جوشی پیوسته و محکم شکل میگیرد.
6- نقش گاز محافظ
گاز محافظ (مانند آرگون یا نیتروژن) همزمان با تابش لیزر از نازل تعبیه شده در تفنگ جریان مییابد.
نقش این گاز در عملکرد دستگاه جوش تفنگی به شرح زیر است:
- کاهش اکسیداسیون و تخلخل
- بهبود کیفیت سطحی و ظاهر جوش
- جلوگیری از تماس فلز داغ با اکسیژن هوا
7- چیلر (سیستم خنککننده)
برای اینکه تراکم انرژی در دستگاه جوش بالاست، از سیستم خنککننده یا چیلر آبی استفاده میشود تا منبع لیزر و عدسیهای گان در دمای پایدار باقی بمانند.
وجود چیلر آب برای لیزر جوش، برای افزایش دوام دستگاه و پایداری توان خروجی ضروری است.
حال که متوجه نحوه کارکرد دستگاه جوش تفنگی شدید، در ادامه نحوه کار با این دستگاه توسط اپراتور را آموزش میدهیم.
آموزش مرحلهبهمرحله طرز کار دستگاه جوش تفنگی به اپراتور
در این بخش، فرآیند کار با دستگاه جوش تفنگی لیزری فایبرتک را بهصورت مرحلهبهمرحله بررسی میکنیم تا مشخص شود اپراتور پیش از شروع کار، در هنگام جوشکاری و پس از پایان عملیات باید چه اقداماتی انجام دهد تا دستگاه با بیشترین راندمان و کمترین خطا عمل کند.
مراحل استاندارد کار با دستگاه به شرح زیر است:
مرحله 1: بررسیهای اولیه و آمادهسازی دستگاه قبل از روشن کردن

در اولین مرحله آموزش نحوه کار با دستگاه جوش تفنگی، اپراتور باید یکسری اقدامات، کنترلها و بررسیهای اولیه را پیش از روشن کردن دستگاه انجام دهد تا شرایط جوشکاری لیزری دستی ایمن، پایدار و بدون خطا فراهم شود.
رعایت این مرحله از بروز آسیب به هد جوش، افت توان پرتو لیزری و ایجاد نقص در خط جوش جلوگیری میکند.
مهمترین اقدامات مرحلهی آمادهسازی شامل موارد زیر است:
بررسی وضعیت دستگاه و اجزای اپتیکی
ظاهر دستگاه را بررسی کنید و مطمئن شوید هیچگونه آسیب، تغییر غیرعادی یا آلودگی روی بدنه وجود نداشته باشد و دستگاه کاملاً تمیز و عاری از گردوغبار، روغن و هرگونه تجمع ضایعات باشد.
لنز محافظ جوشکاری (لنز حفاظتی) را نیز از نظر آلودگی و گردوغبار در داخل و خارج بررسی کنید.
هرگونه آلودگی روی این لنز موجب کاهش تمرکز و قدرت فوکِس لیزر میشود و کیفیت جوش را کاهش میدهد.
آمادهسازی و تثبیت قطعه کار
ابتدا قطعه کار مدنظر برای جوشکاری را تمیز و آماده کنید.
سطح فلز را تمیز کنید تا رنگ، خرده ریز یا زنگزدگی روی آن نباشد و کیفیت جوشکاری تضمین شود.
سپس قطعه کار مدنظر برای جوشکاری را در موقعیت مناسب قرار دهید و از فیکسچرها یا موقعیت دهندهها برای ثابت نگه داشتن آن در جای خود استفاده کنید.
قبل از شروع فرآیند جوشکاری لیزری، مطمئن شوید که آنها محکم در موقعیت خود قرار گرفتهاند.
قرارگیری یا تراز نامناسب ممکن است منجر به کاهش نفوذ یا ناهماهنگی در کیفیت خط جوش شود.
کنترل سیستم خنککننده (چیلر)
چیلر را بررسی کنید و مطمئن شوید که سطح آب چیلر در محدوده طبیعی است و آن را تمیز نگه دارید.
در چیلر، آب مقطر یا آب خالص بریزید.
اگر دمای محیط کمتر از 4 درجه سانتیگراد است، به جای آب از ضد یخ مخصوص لیزر استفاده کنید.
همچنین در تابستان میتوان ضدجوش اضافه کرد. سطح آب باید بین محدوده سبز و زرد باشد.
دمای نامناسب یا کمبود آب باعث گرم شدن بیش از حد سورس میشود و عملکرد دستگاه را مختل میکند.
بررسی گاز محافظ
گاز محافظ مورد استفاده در جوشکاری لیزری معمولاً آرگون یا نیتروژن است.
پیش از شروع کار با دستگاه جوش تفنگی، مطمئن شوید که گاز آرگون (نیتروژن) به درستی متصل شده و باز است.
پس از اتصال، پمپ هوا را روشن کنید. زمانی که فشار گاز به مقدار استاندارد و مورد نیاز برسد، فرآیند آمادهسازی گاز کامل شده است.
تست عملکرد و ایمنی
برای اطمینان از ایمنی و عملکرد صحیح دستگاه، موارد زیر نیز باید کنترل شوند:
- کابل خروجی دستگاه نباید خمیده یا آسیبدیده باشد.
- دوشاخه برق باید بهدرستی و بدون مشکل تماس برقرار کند.
- عملکرد تمام دکمهها و کلیدهای دستگاه را کنترل کنید تا در وضعیت عادی باشند.
- بررسی کنید که کابل برق کابینت به درستی وصل شده باشد. سیم قرمز، مثبت و آبی، منفی است و P، سیم زمین است.
کالیبراسیون سیستم
دستگاه جوش لیزری را به منبع تغذیه وصل کنید و کالیبراسیون سیستم را انجام دهید.
اطمینان حاصل کنید که همه تجهیزات و حسگرها به درستی کار میکنند.
پس از تنظیم توان پرتو، یک تست اولیه روی ورقهای ضایعاتی یا قطعات آزمایشی انجام دهید تا از عملکرد پایدار دستگاه مطمئن شوید.
نصب سیمکش (Wire Feeder)
اگر دستگاه جوش تفنگی شما به سیمکش (Wire Feeder) مجهز است، پیش از روشن کردن دستگاه مراحل زیر را انجام دهید:
- رول سیم جوش مناسب را روی سیمکش قرار دهید. از سیم جوش معمولی استفاده کنید.
رولهایی با وزن ۵ تا ۳۰ کیلوگرم قابل نصب هستند.
(توجه: از سیمهای پودری (core wire) استفاده نکنید.) - فشار غلتک را با آچار آلن طوری تنظیم کنید که نه بیش از حد سفت و نه خیلی شل باشد؛
بهگونهای که سیم بدون گیرکردن و با فشار یکنواخت در مسیر حرکت کند. (در اکثر موارد، تنظیم کارخانه کافی است و نیاز به تغییر ندارد.) - پس از تنظیم، درپوش یا کاور غلتک را ببندید.
دستگاه دارای ۴ نوع غلتک سیمکش است (در سایزهای 0.8 / 1.0 / 1.2 / 1.6 میلیمتر).
هر دو سمت غلتکها متفاوت هستند و قطر هستههای گوناگونی دارند. حتماً غلتکهای همقطر را نصب کنید.
(مثال: اگر از سیم جوش ۱.۲ میلیمتری استفاده میکنید، غلتکی را نصب کنید که روی آن علامت 1.2 mm درج شده است و این علامت باید در قسمت بیرونی قرار گیرد.) - هنگام نصب، سیم جوش را داخل شیار غلتک قرار دهید و سپس آن را دوباره محکم کنید.
برای مشاهده آموزش کامل و تصویری، به مطلب «آموزش راهاندازی wire feeder» مراجعه کنید.
مرحله 2: روشن کردن و راهاندازی دستگاه جوش تفنگی
پس از انجام بررسیهای اولیه، دستگاه را طبق مراحل زیر روشن کنید:
- کلید “Main Power” (برق اصلی) را روشن کنید.
- دکمه “Emergency Stop” (قطع اضطراری) را روی پنل جلو را بررسی کنید تا در حالت آزاد باشد.

- چیلر آب را نیز روشن کنید.

- “Key Switch” روی پنل جلو را روشن کنید.
- دکمه سبز “Power On” را فشار دهید.
- کلید پشت منبع لیزر را روشن کنید.
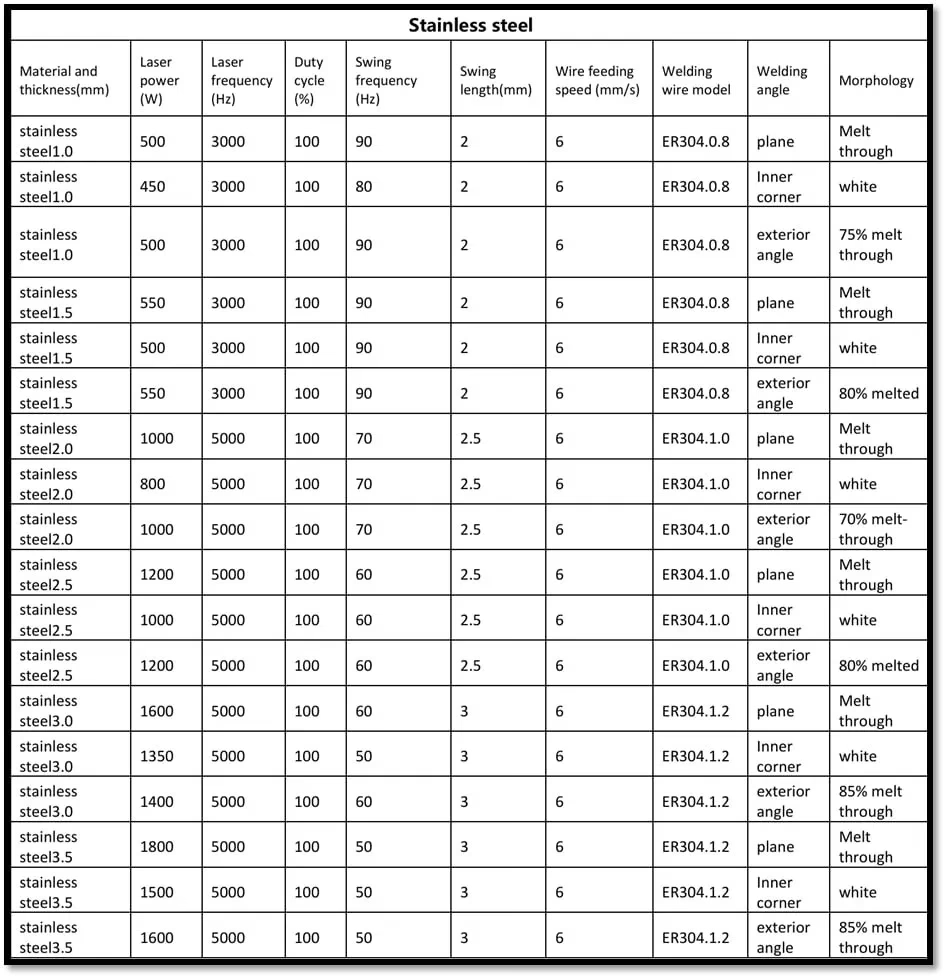
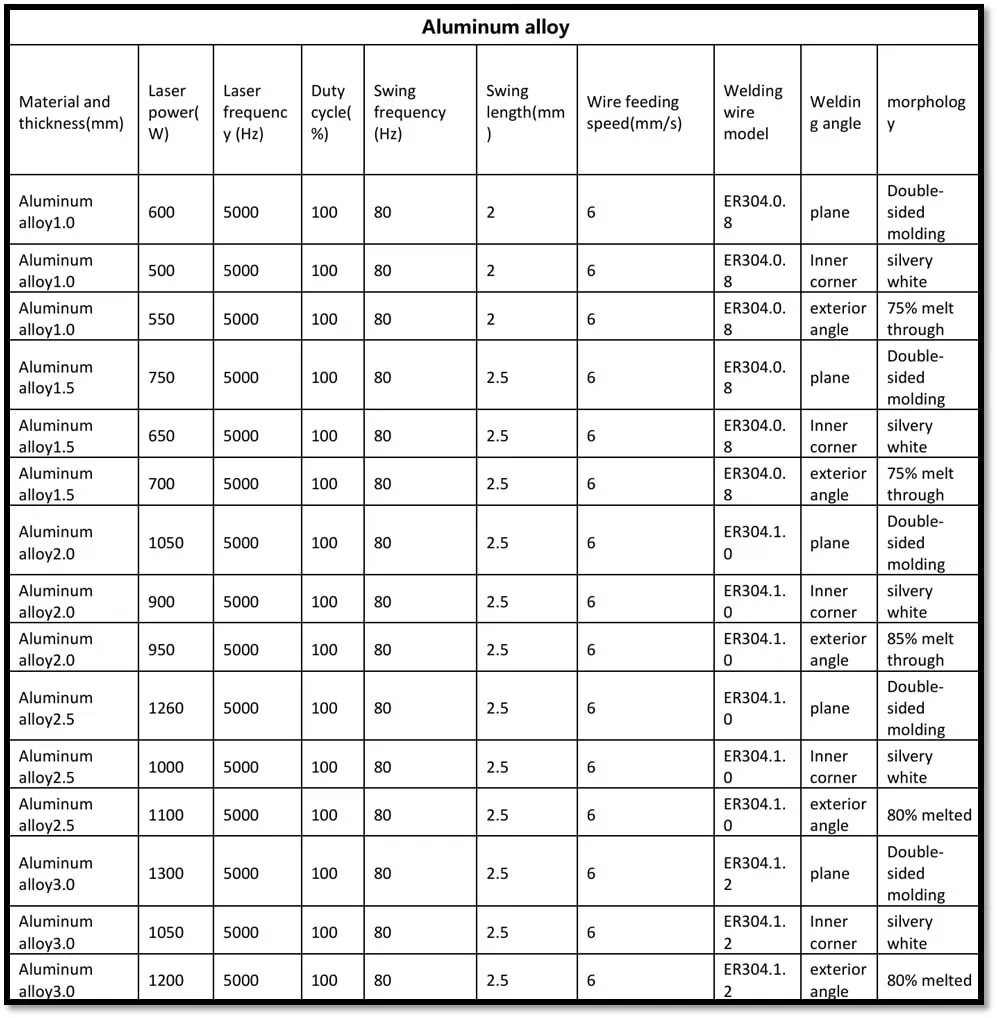
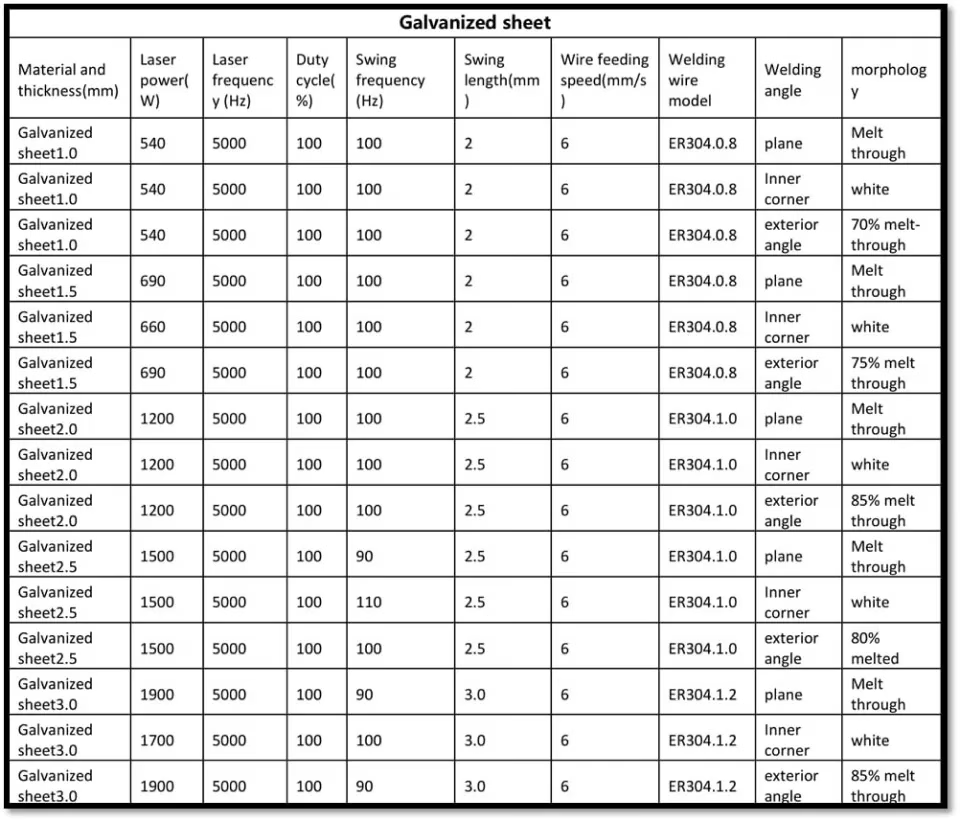
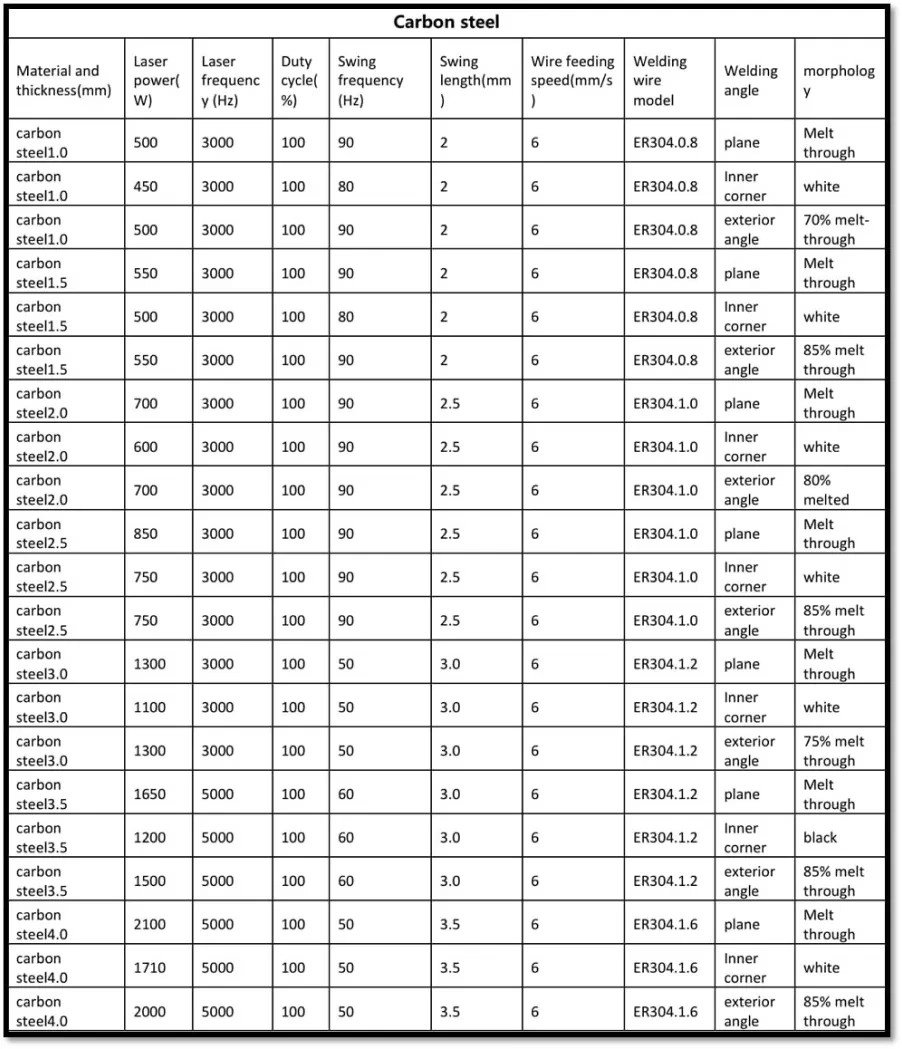
- پس از راهاندازی سیستم، پارامترهای جوش لیزری را از طریق صفحهنمایش لمسی تنظیم کنید. پارامترهای جوشکاری مناسب مانند توان لیزر، فرکانس پالس، فاصله کانونی و غیره را بر اساس الزامات فرآیند جوشکاری و ویژگیهای مواد تعیین کنید.
در قسمت زیر، پارامترهای مربوط به استیل، آهن، آلومینیوم و گالوانیزه را مشاهده میکنید:
- پس از راهاندازی سیستم، پارامترهای جوش لیزری را از طریق صفحهنمایش لمسی تنظیم کنید.
- پس از تنظیم پارامترها، کلید “”Laser Enable را روی صفحهنمایش فعال کنید.
مرحله 3: آمادهسازی هد جوش
در این مرحله برای اینکه کیفیت جوش حفظ شود، باید حتماً هد یا گان جوش را طبق مراحل زیر آمادهسازی کنید:
تنظیم نور قرمز (Red Light Alignment)
برای تنظیم نور قرمز، ابتدا باید بررسی کنید که این نور در مرکز خروجی نازل جوش قرار دارد یا خیر؟ سپس موارد زیر را در نظر بگیرید و اجرا کنید:
- اگر انحراف به چپ یا راست وجود داشت، وارد بخش “Settings” در کنترلر دستگاه شوید. (رمز عبور ورود: 123456)
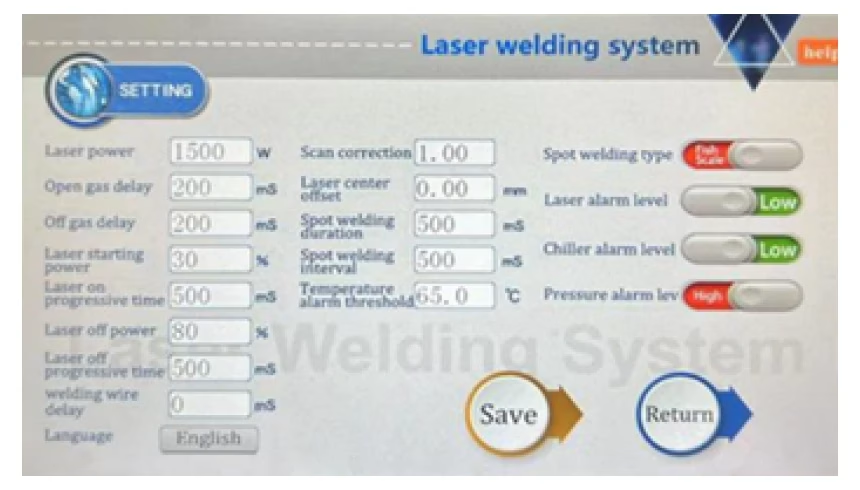
- از طریق گزینه “Laser Center Offset” میتوانید نور را تنظیم کنید:
- مقدار منفی (-): جابهجایی نور به سمت چپ
- مقدار مثبت (+): جابهجایی نور به سمت راست
(هر بار تغییر، معادل 0.5 میلیمتر است.)
- پس از اصلاح موقعیت نور، روی “Save” کلیک و تغییرات را مشاهده کنید.
اگر میخواهید درباره تنظیمات این نور اطلاعات جامعتری داشته باشید، به مطلب «تنظیم نرم افزاری نور قرمز در هد جوش» مراجعه کنید.
برای مشاهده راهنمای کامل کار با کنترلر جوش دستگاه تفنگی لیزری نیز PDF زیر را مطالعه کنید:


{kind=link}
{kind=link}
{kind=link}
{kind=link}