
در حین کار با دستگاه لیزر باید به یکسری از نکات و موارد ایمنی توجه کافی را داشته باشید. در این مطلب قصد داریم شما را با نکات ایمنی پر اهمیت کار با دستگاه لیزر آشنا سازیم. برای درک بهتر این موارد تا انتهای این مطلب همراه ما باشید.
نکات ایمنی پر اهمیت کار با دستگاه لیزر
- اپراتور دستگاه برش لیزر باید تا حد مشخصی آموزش ببیند تا با روش کار درست، به سلامت خود و دستگاه آسیب نرساند.
- اپراتور دستگاه لیزر ، باید از عینک مخصوص لیزر( عینک لیزر با OD 5 و بالاتر) استفاده کند.
- روشنایی محیط باید به اندازه کافی باشد تا اپراتور هنگام استفاده از عینک، مشکل دید نداشته باشد.
- اپراتور از لباس کار مناسب استفاده نماید، زیرا اشعه لیزر اثر مستقیم بر پوست دارد.
- قبل از روشن کردن دستگاه، کل تجهیزات را بررسی کنید: به طور عمده مسیر حرکت دستگاه و اینکه جسم خارجی روی میز کار و روی محور ها وجود نداشته باشد.
- در هنگام کار دستگاه لیزر، خارج شدن اپراتوراز محدوده دستگاه کاملاً ممنوع است. هنگام استفاده از دستگاه،اگرمشکل ناگهانی رخ داد ، اپراتور بلافاصله کلید توقف اضطراری (emergency stop) را باید بزند.
- اپراتور موظف به کنترل مخزن روغن کاری است تا روغن بالاتر از فیلتردرون مخزن، قرار داشته باشد و روغن کاری منظم ریل ها، واگن ها، بال اسکرو و دنده شانه انجام پذیرد.
- در هر حالتی همیشه یک تکه ورق زیر هد ، روی میز قرار داشته باشد تا از برخورد ناگهانی هد به شمشیری های میز جلوگیری کند.
- پس از روشن کردن دستگاه، ابتدا چیلر را روشن کرده تا طی حداکثر ۲۰ دقیقه (بستگی به دمای محیط)، دمای آب چیلربه دمای نرمال برسد و سپس لیزر را روشن کرده و شروع به برشکاری نمایید.دمای نرمال چیلر تاثیر مستقیم در سلامت سورس لیزر و هد برش و کیفیت برش کاری دارد.
- درجه حرارت آب چیلر و سطح آب چیلر باید به طور مکرر در طول استفاده، بررسی شود.
- اگر آب چیلر کثیف است ، ابتدا آب کثیف توسط شیر تخلیه، خارج شود و سپس درون مخزن با آب مقطر جدید شستشو داده شود و سپس آب مقطر جدید پر شود.
- استفاده از آب مقطر در چیلر الزامی است . ( استفاده از آب شرب شهرو یا آب تصفیه شده اکیداً ممنوع است).
- هنگامی که دمای محیط زیر صفر درجه سانتیگراد باشد ، باید تمهیداتی در نظر گرفت تا دمای آب چیلر به زیر صفر درجه نرسد . ( برای مثال روشن گذاشتن چیلر، تا آب در جریان باشد و در لوله ها یخ نزند ، یا گرم کردن محیط کارگاه با تجهیزات گرمایشی و ….).
- گاز خروجی حاصل از برش لیزر برای اپراتور و برای اجزا حساس دستگاه لیزر مضر است. لطفاً اطمینان حاصل کنید که دستگاه مکش گرد و غبار به طور عادی کار می کند و محل کار تهویه است.
- اکسیژن اغلب در برش لیزری استفاده می شود و در هنگام برش، جرقه پاشیده می شود و خطر آتش سوزی وجود دارد. بنابراین ، نباید هیچ ماده قابل اشتعال یا مواد منفجره در محل کاروجود داشته باشد ، درضمن امکانات پیشگیرانه مناسب مانند کپسول های آتش نشانی در کارگاه موجود باشد.
- برای جلوگیری از برق گرفتگی به هیچ سوئیچی، با دست خیس دست نزنید.
- پس از قطع برق ، قبل از لمس ترمینال، باید بیش از ۵ دقیقه صبر کنید. زیرا پس از قطع برق ، برای مدتی ولتاژ بالا بین ترمینال های خط برق باقی می ماند.
- گازاکسیژن با خلوص بالای ۹۹.۹۵ درصد به بالا ( خالص سازی سه مرحله ای ) توصیه می گردد.
نکته: گاز اکسیژن بیمارستانی، برای کاربرد صنعتی مناسب نیست.
- استفاده از گاز نیتروژن با خلوص بالای ۹۹.۹۵ درصد مجاز است.
- کپسول های گاز، روزانه کنترل شوند تا نشتی گاز وجود نداشته باشد.
- با فشردن blow یا puff تست وجود داشتن گاز وخروج آن از مخزن تا نازل را بگیرید.
- اگر از هوای فشار بالا برای برش استفاده می شود ، هوای فشرده باید تا حد ممکن خالص و خشک باشد . ( وجود فیلتر و خشک کن در مسیر هوای فشرده فشار بالا الزامی است).
- جهت تمیز یا تعویض کردن شیشه های محافظ هد، برای تمیز کردن دست خود از صابون یا مواد شوینده استفاده کنید .هیچ بخشی ازشیشه محافظ را با دست لمس نکنید. با انگشت شست و انگشت اشاره سمت چپ ، لبه جانبی شیشه محافظ را بگیرید .
- ورق نباید خیلی به لبه میز کار نزدیک باشد ، و قبل از شروع برش حتما فریم بگیرید و از موقعیت هد برش اطمینان حاصل نمایید.
- توجه داشته باشید که جهت ترسیم با جهت صفحه، هنگام برش، سازگارباشد.
- در اوایل کار، بهتر است قبل از برش، روش کاررا شبیه سازی کنید تا از درستی روش برش اطمینان حاصل کنید.
- در اوایل کاراپراتور، فاصله قطعه از لبه ورق حدودا ۵ تا ۱۰ میلی متری باشد.
- در برش فیلم ورق استیل،طرف فیلم به سمت بالا باشد ، اگر در هر دو طرف فیلم وجود داشته باشد ، فیلم سطح پایین باید جدا شود ، در غیر این صورت سرباره به روکش چسبیده و برش بدی خواهید داشت.
- هنگام برش ورق آهن نازک با اکسیژن ، لبه برش کمی اکسید می شود. برای ورق آهن با ضخامت ۱ میلی متر یا کمتر، با استفاده ازگاز نیتروژن به عنوان گاز فرآیند،. ، از اکسید شدن لبه برش جلوگیری می شود.. برای برش ورق آهن با ضخامت ۱۰ میلی متر یا بیشتر ، روغن کاری سطح ورق، می تواند تأثیر مطلوبی در کیفیت برش قطعات داشته باشد.
- برش آلومینیوم بخاطر بازتاب بسیار بالا و آسیب احتمالی به سورس لیزر، توصیه نمی گردد ، در برش آلومینیوم با اکسیژن ، سطح برش ، ناهموار و سخت است. هنگام استفاده از نیتروژن ، سطح برش صاف است. برش آلومینیوم خالص به دلیل خلوص بالا بسیار دشوار است.
- برش فلزهای رنگی مانند برنج و مس نیز به دلیل بازتاب بسیاربسیار بالا و آسیب رساندن به سورس لیزر، توصیه نمی گردد ، برنج را با نیتروژن ومس را با اکسیژن می توان برش داد.
- هنگام انجام اصلاح کواکسیال ) قرار دادن اشعه لیزر در مرکز نازل)، ابتدا یک صفحه فلزی کوچک را زیر نازل هد برش قرار دهید، از عددم برخورد اشعه به دیواره داخلی نازل و سوختن نازل از درون اطمینان حاصل نمایید و سپس عمل سنتر کردن نازل (قرار دادن اشعه لیزر در مرکز نازل) را انجام دهید.
ملاحظات فرآیند برش لیزری:
- هر بار که شیشه محافظ را تعویض می کنید، کاملاً مطابق با روند عملیات کار کنید.
- هر بار که نازل تعویض می شود، مرکزبودن اشعه لیزر باید دوباره کنترل شود.
- ۳.هنگامی که برش خوب نیست، موارد زیر را بررسی کنید:
- شیشه محافظ .
- نازل و مدل آن.
- مرکزبودن اشعه لیزر.
- موقعیت فوکوس .
- سرعت برش.
- نوع و فشار گاز .
- ارتفاع نازل از ورق .
- شکل نور قرمز (راهنما) را کنترل نمایید.
- ۴. اگر کالیبراسیون تنظیم ارتفاع خوب نیست ، موارد زیر را بررسی کنید:
- سرامیک را کنترل نمایید.
- بررسی کنید که به هر دلیلی نازل مرطوب نباشد . ( رطوبت نازل، موجب عدم تشخیص صحیح کنترلر ارتفاع می گردد).
- ۵. فیلترهوای چیلر را تمیز کرده و آب مقطر مخزن آب و فیلترآب را به موقع تعویض کنید.
- هنگامی که زنگ خطر حد بالایی ( لیمیت بالا) رخ می دهد، سوئیچ حد بالایی محورZ را بررسی کنید. و دوباره کنترل کننده ارتفاع را ریست کنید.
- ابتدا زیر هد ورق بگذارید.
- از منوی cnc و زیر منوی bcs100 درنرم افزار یا پنل سخت افزاری bcs 100 ، در تابلو برق، F4 رابه معنای Advanced Settings انتخاب نمایید.
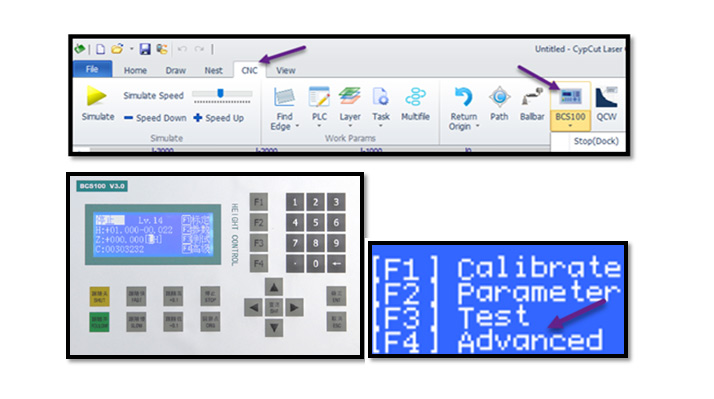
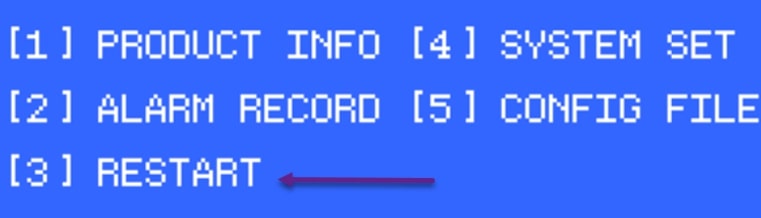
- و پنجره زیر باز می شود و و در این پنجره، 3 را به معنای Restart انتخاب نمایید.
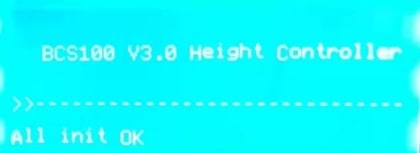
- با ری استارت کردن، ممکن است سیستم خاموش و روشن شود اما در نهایت با مشاهده پیغام(All init Ok)، یعنی نتیجه مطلوب است.
تعویض لنز محافظ:
- ۱. تمام تنظیمات و وسایل موجود در محیط کارگاه که باعث جریان هوا می شوند (مانند فن و غیره) را خاموش کنید.
- ۲. گاز محافظ خارجی را خاموش کنید (اگر گاز محافظ وجود دارد ).
- . ۳ محفظه شیشه محافظ را با الکل و سوآپ پنبه ای تمیز کنید.
- خروجی نازل را با چسب کاغذی ببندید.
- شیشه محافظ را بیرون بیاورید و سریعاً محفظه را با چسب کاغذی ببندید (در صورت وجود درپوش، نیازی به چسب نیست).
- ۶. دستکش لاتکس تمیز بپوشید و نگهدارنده لنز محافظ را با الکل و سواب پنبه ای تمیز کنید.
- حلقه لاستیکی آب بندی نگهدارنده شیشه محافظ را در بیاورید و محافظ را بیرون بیاورید (بررسی کنید که آیا حلقه آب بندی آسیب دیده است یا خیر).
- ۸، یک شیشه محافظ جدید نصب کنید، سپس حلقه آب بندی را نصب کنید و بررسی کنید که آیا شیشه محافظ تمیز است یا خیر.
- . ۹ چسبی که محفظه را پوشانده بودید، باز کنید (یا درپوش محفظه را باز کنید) ، و شیشه محافظ را سریعاً سر جای خود قرار دهید و درپوش محفظه را ببندید.
- چسب کاغذی زیر نازل را بردارید و گاز را وصل کنید.
- نکته : در صورت عدم انجام عملیات مطابق با موارد بالا، آسیب رسیدن به فیبر نوری ، لنز های فوکوس و کلیماتور در هد برش وجود خواهد داشت.
اقدامات احتیاطی برای استفاده از هوا
- ۱. به طور منظم مخزن ذخیره هوا و آب خشک کن ( درایر) را تخلیه کنید.
- ۲. چهارفیلتر یا بیشتربرای وردی هوا استفاده شود.
- ۳ باید اطمینان حاصل شود که منبع هوا تمیزوعاری از آب و روغن است.
- فیلتر را مرتباً عوض کنید.
- ۵ . هنگامی که روغن و آب روی شیشه محافظ جمع شد، فوراً آن را برای تعمیر و نگهداری، خاموش کنید.
توجه: با توجه به اینکه امکان دارد لیزر در آینده، نیاز به تعمیر داشته باشد، لطفاً جعبه چوبی بسته بندی سورس لیزر، محافظ فیبر نوری، و سایر لوازم جانبی لیزر را نگه دارید.
- کل تجهیزات باید در فواصل زمانی مشخص کاملاً تمیز شوند. آلودگی های واضح را می توان با جاروبرقی صنعتی پاک و از بین برد.
- نکته : قبل از تمیز کردن گرد و غبار و .. ،حتماً زیر نازل را با چسب کاغذی بپوشانید و محفظه های متعلق به شیشه محافظ پایین و بالای هد را کنترل نمایید تا باز نباشند و نهایتاً درب هد را ببندید وسپس تمیز کردن دستگاه را آغاز نمایید.
- فیلتر کابینت برقی هفتگی تمیز شود و می توان آن را با هوای فشرده یا آب، تمیز کرد. اگر فیلتر کثیف باشد ، آن را تعویض کنید.

- کابینتالکتریکی، هر سه ماه یک بار تمیز شود. اگر محیط بد باشد، گرد و غبار، ماهی یکبار تمیز شود. هنگام تمیز کردن کابینت الکتریکی، باید برق کابینت الکترکی قطع شود و سپس درهای دو طرف کابینت باز می شوند. اجزای الکترونیکی داخل کابینت را مستقیماً لمس نکنید. گرد و غبار کابینت را با جارو برقی تمیز کنید (از هوای فشرده استفاده نکنید).
- هر شش ماه، کامپیوتر را تمیز کنید. (اگر محیط بد باشد، هر ۳ ماه یکبار، نیاز به تمیز کردن دارد) باید کیس کامپیوتر را تمیز کنید ، درپوش کیس کامپیوتر را بردارید. کارت کنترل حرکت و ماژول حافظه را می توان برداشته و تمیز کرد. لطفاً برای این کار از پارچه تمیز و خشک استفاده کنید.
نکته ایمنی: هنگام زدودن گرد و غباردستگاه ، باید کلید اصلی قطع شود.
جمع بندی
توجه داشته باشید که برای کار با دستگاه های لیزر فلز لازم است تا نکات ایمنی را به درستی رعایت کنید. پس حتما قبل از شروع ضروری است تا با نکات ایمنی پر اهمیت کار با دستگاه لیزر آشنا شوید. امیدواریم این مطلب برای شما مفید واقع شود.



