کالیبره کردن ظرفیت خازنی در نرم افزار سیپ کات
به منظور کالیبره کردن ظرفیت خازنی در نرم افزار سیپ کات، باید مراحل زیر را در پیش بگیرید:
1- ابتدا یک ورق ضخیم 10 میلیمتری را زیر نازل قرار دهید تا حین کالیبراسیون و تماس نازل با ورق، ورق نلرزد.
2- سپس با استفاده از کلید جهتی محور Z، نازل را تا 2 میلیمتری ورق پایین ببرید.
3- حال در منوی سیپ کات از منوی CNC، روی BCS100 کلیک کنید تا پنجرهی زیر باز شود:
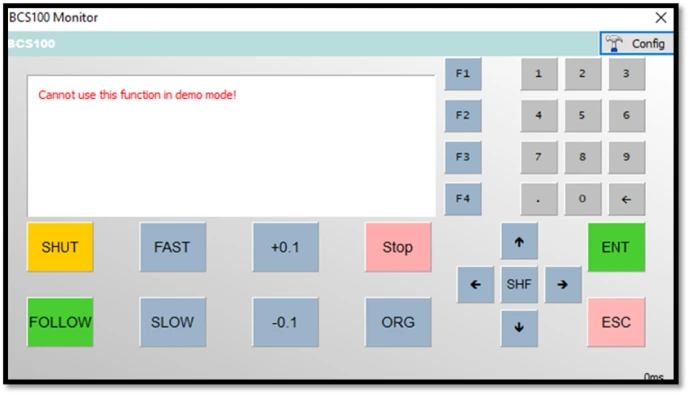
4. از منوی بالا، کلید F1 را فشار دهید تا پنجرهی زیر باز شود:
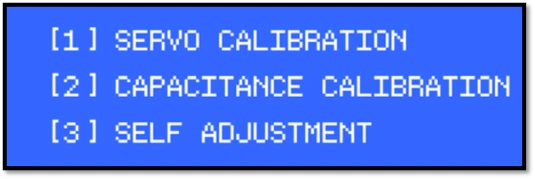
5. اکنون از پنجره باز شده روی کلید [2] CAPACITANCE CALIBRATION کلیک کنید. مشاهده میکنید که هد، پایین میآید و نازل، ورق را لمس میکند و بالا میرود. اگر نیاز است، میتوانید روی Enter کلیک کنید تا کالیبراسیون صورت گیرد و نتیجه نمایش داده شود. (نتیجهی کالیبراسیون، میتواند ضعیف، خوب یا عالی باشد.)
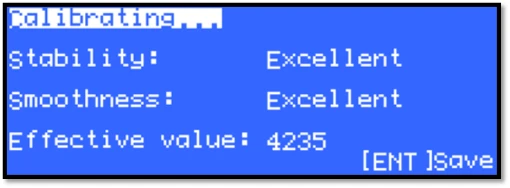
6. همانطور که در تصویر زیر مشاهده میکنید، بهترین حالت این است که هر دو گزینهی کالیبراسیون، عالی (Excellent) باشد.
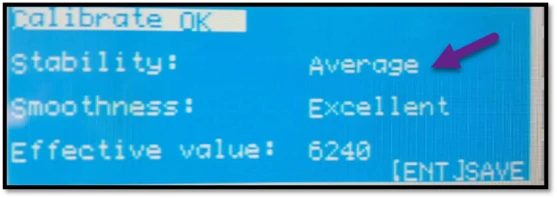
نکته: شاید نتیجه کالیبراسیون مانند تصویر زیر، یکی از حالتهای Poor، Good و یا Average باشد. در این موارد، شاید نیاز باشد تا عملیات کالیبراسیون را چندین بار تکرار کنید.
در برخی مواقع BCS100، قادر به کالیبره کردن نیست. در این حالت باید چه کاری انجام داد؟
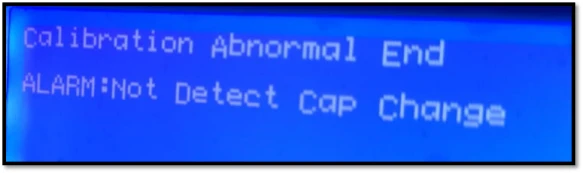
دلیل بروز آلارم not detect cap change
برخی اوقات ورقی نازک روی میز کار است و BCS100، نمیتواند کالیبرهی معمولی را انجام دهد.
درنتیجه هد پایین نمیآید تا ورق را لمس کند. به همین دلیل آلارم not detect cap change رخ میدهد.
نکته: وقتی هد را بهصورت دستی پایین میآورید و نزدیک سطح ورق قرار میدهید، از منوی اصلی BCS100 (انتخاب گزینه F1 و سپس کلید [2]) کالیبراسیون صورت میگیرد و منحنی به درستی نمایش داده میشود و نتیجه نیز Excellent است. منتها در کالیبره معمولی، کالیبراسیون از طریق زیر منوی Calibrate در BCS100 انجام نمیشود و خطا میدهد.
در این حالت، باید با استفاده از روش کالیبره کردن نازل در نرم افزار سیپ کات اقدام کنید که پیش از این توضیح دادیم اما حتماً باید ورق سنگین را زیر هد قرار دهید.
در این مطلب به بررسی روش کالیبره کردن نازل در نرم افزار Cypcut پرداختیم. بنابراین حالا میتوانید بدون هیچ مشکلی، این کار را انجام دهید.
منتها اگر در حین انجام کالیبره به مشکلی برخوردید و سوالی داشتید، این امکان برای شما فراهم است که با کارشناسان ما در فایبرتک تماس بگیرید و مشورت دریافت کنید.